2Cr13不锈钢工件加工工艺探讨 如何保证尺寸精度与表面粗糙度
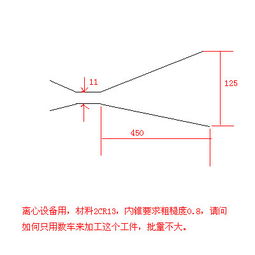
公司推出一款新产品,其工件材料为2Cr13不锈钢,形状虽相对简单,但在实际加工中却遇到了尺寸控制与表面粗糙度达标的难题。从附图所示结构来看,该工件可能涉及薄壁、深孔、阶梯轴或复杂轮廓等特征,这些都对加工工艺提出了较高要求。鉴于批量不大,更适合采用灵活、高效的加工方案。以下是一些加工思路与建议,供各位同仁参考。
一、 材料特性与加工难点分析
2Cr13属于马氏体不锈钢,具有一定的强度、硬度和耐腐蚀性。但其加工性相对较差,主要难点体现在:
1. 切削力大、温度高:易导致刀具磨损加快,影响尺寸稳定性。
2. 切屑不易断:可能缠绕工件或刀具,影响表面质量甚至造成损伤。
3. 塑性高、韧性好:在加工中易产生加工硬化现象,对后续加工及表面粗糙度不利。
4. 导热性差:切削热不易散出,加剧刀具磨损和工件热变形。
因此,加工策略的核心是:控制切削力与热,保证刀具锋利与稳定,合理安排工序以抑制变形。
二、 工艺路线与关键工序建议
对于批量不大的情况,建议以数控车削和铣削为主要加工手段,关键工序如下:
- 粗加工:留出合理的精加工余量(建议单边0.5-1mm),重点去除大部分材料。可采用稍低的转速和较大的进给,但需保证刀具强度,避免因切削力过大引起振动或让刀。
- 半精加工与精加工:这是保证尺寸和粗糙度的关键阶段。
- 切削参数:采用较高的切削速度、较小的进给量和切深。例如,精车时线速度可尝试80-120m/min,进给0.05-0.1mm/r,切深0.1-0.3mm。具体需根据机床刚性、刀具情况和工件结构试验确定。
- 刀具选择:强烈推荐使用专为不锈钢设计的硬质合金涂层刀具(如PVD涂层),刀尖圆弧半径适当,以兼顾锋利与强度。精加工前务必保证刀刃锋利,磨损后及时更换。
- 冷却与润滑:必须使用充足的、润滑性能好的冷却液(如乳化液或专用不锈钢切削油),以降低切削温度、减少加工硬化、改善排屑并提高表面质量。建议采用高压内冷方式,效果更佳。
- 可能涉及的辅助工序:
- 去应力处理:若工件结构复杂或刚性差,在粗加工后安排去应力退火,可有效减少后续加工变形。
- 稳定化处理:对于精度要求极高的尺寸,可在半精加工后安排一次低温时效(如160-180°C保温数小时),释放部分应力,再进行最终精加工。
三、 针对具体特征的加工要点(需结合附图)
- 对于薄壁或易变形部位:采用对称加工、分层多次切削的策略。夹持时需特别注意,可使用软爪、专用夹具或芯轴,避免夹紧力导致变形。精加工时可考虑在最终尺寸上留极少量余量,松开夹具后以轻切削“光”一刀,以消除弹性回复造成的误差。
- 对于孔加工(特别是深孔):优先采用钻、扩、铰或镗的工艺。钻孔时选用不锈钢专用钻头,注意断屑和排屑。铰孔或精镗是保证孔壁粗糙度的有效方法,同样需要充足的冷却和锋利的刀具。
- 对于高表面粗糙度要求面:在精车或精铣后,可考虑增加一道精磨、研磨或抛光工序。对于批量不大,手工抛光或使用简易工装辅助抛光可能是经济可行的选择。
四、 检测与质量控制
由于批量小,建议实施全检或高比例抽检。除了使用常规量具(卡尺、千分尺)外,对于关键尺寸和形位公差,应使用投影仪、三坐标测量机等设备进行检测。表面粗糙度可使用粗糙度仪比对样块进行检测。
加工2Cr13工件,"轻切削、快速度、强冷却、利刀具"是关键原则。建议先进行小批量试制,优化并固化切削参数、刀具选型和工艺步骤,形成作业指导书,以确保批量生产时的稳定性和一致性。希望以上思路能抛砖引玉,欢迎各位同行结合附图细节补充更具体的方案,共同攻克这一技术推广中的加工难题。
如若转载,请注明出处:http://www.kgtlq.com/product/58.html
更新时间:2026-06-19 15:43:58









